



《Journal of the European Ceramic Society》:数字光处理的氧化锆3D打印:浆料和脱脂工艺的优化
- 分类:资讯中心
- 发布时间:2023-11-16 14:29
- 访问量:
【概要描述】通过DLP 3D打印技术制造的氧化锆坯体经过优化的浆料成分和脱脂工艺,并专注于提高打印分辨率。研究结果表明,添加5wt.%的BYK能有效改善氧化锆粉末,制备均匀的浆料,这一点通过使用UV-vis光谱进行了验证。所制备的氧化锆浆料含有83wt.%的固体,展现了典型的剪切稀化行为,这对于陶瓷DLP工艺是有利的。通过使用坯体的TGA/DTG结果,设计并优化了热脱脂循环,结果显示,在氩气中进行烧尽脱脂,可以得到无裂纹的坯体。虽然0.2和0.5°C min-1的加热速率之间几乎没有差异,但较慢的速率确实获得了更好的效果。经过21小时的脱脂,可以生产出形状复杂、无缺陷的物体。经过烧结后,氧化锆部件的维氏硬度为13.56±0.27GPa,与传统制造方法获得的值相似。使用15mJ cm-2的照射量成功制备了具有精确特征的氧化锆部件。
《Journal of the European Ceramic Society》:数字光处理的氧化锆3D打印:浆料和脱脂工艺的优化
【概要描述】通过DLP 3D打印技术制造的氧化锆坯体经过优化的浆料成分和脱脂工艺,并专注于提高打印分辨率。研究结果表明,添加5wt.%的BYK能有效改善氧化锆粉末,制备均匀的浆料,这一点通过使用UV-vis光谱进行了验证。所制备的氧化锆浆料含有83wt.%的固体,展现了典型的剪切稀化行为,这对于陶瓷DLP工艺是有利的。通过使用坯体的TGA/DTG结果,设计并优化了热脱脂循环,结果显示,在氩气中进行烧尽脱脂,可以得到无裂纹的坯体。虽然0.2和0.5°C min-1的加热速率之间几乎没有差异,但较慢的速率确实获得了更好的效果。经过21小时的脱脂,可以生产出形状复杂、无缺陷的物体。经过烧结后,氧化锆部件的维氏硬度为13.56±0.27GPa,与传统制造方法获得的值相似。使用15mJ cm-2的照射量成功制备了具有精确特征的氧化锆部件。
- 分类:资讯中心
- 发布时间:2023-11-16 14:29
- 访问量:
2020年5月30日,南方科技大学、伯明翰大学的研究人员在《Journal of the European Ceramic Society》上发表题为3D printing of zirconia via digital light processing: optimization of slurry and debinding process的研究论文,报道了如何解决DLP工艺所面临的主要挑战,包括优化浆料成分和脱脂工艺,并通过这些优化来提高打印精度。研究团队使用流变学研究和紫外-可见光谱法确定了最佳分散剂浓度和工艺步骤,以解决浆料阶段的挑战。此外,还使用粘合剂在空气和氩气中进行了热重分析和优化,以设计有效的脱粘轮廓。该研究认为,这种方法不仅可以有效应对DLP工艺中的挑战,还可以适用于其他步骤,并可能91香蕉视频超污于其他陶瓷还原光聚合技术。
原文链接:
https://www.sciencedirect.com/science/article/pii/S0955221920304465
研究简介
数字光处理(DLP)作为一种有前景的陶瓷3D打印技术。研究中采用流变学和紫外可见光谱研究了氧化锆浆料的分散和流变行为,并发现优化分散剂浓度对其有显著的好处。利用基于DLP技术的氧化锆浆料成功制备了具有良好尺寸分辨率的氧化锆坯体。此外,通过热重分析技术研究了脱脂过程,并提出了一种优化方法。
染料渗透和扫描电镜(SEM)结果显示,在氩气下、加热速度为0.2或0.5°C/min的条件下,可以得到无裂纹的样品,尽管在这些条件下,前者的整体效果稍好。
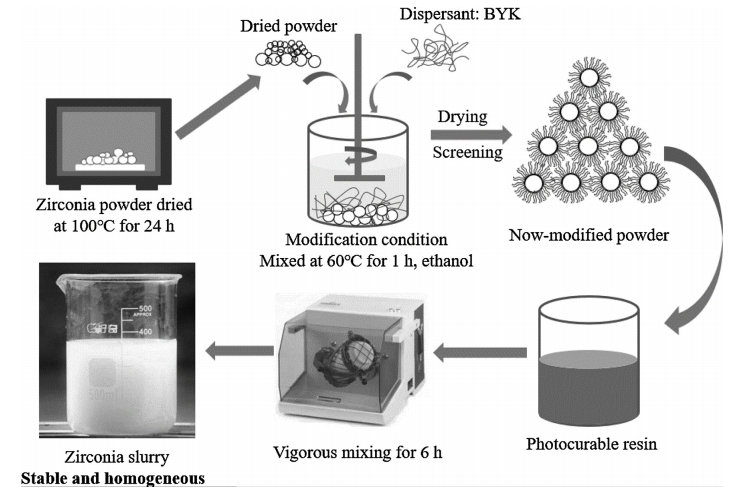
图1 粉末改性和浆料制备步骤流程图。
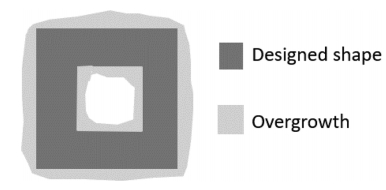
图2 由于光散射效应,在固化样品中过度生长的图示
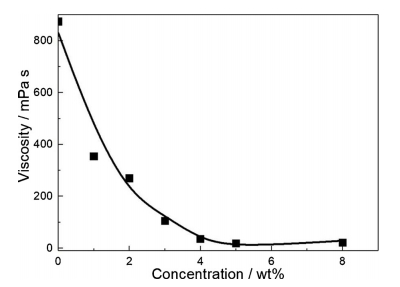
图3 粘度是分散剂浓度的函数。
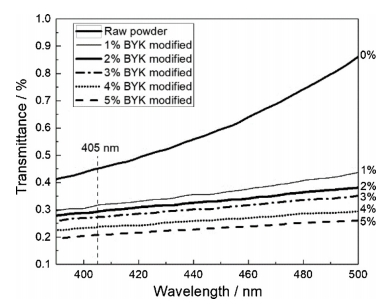
图4氧化锆悬浮液的紫外可见光谱及其在405 nm处的透过率值。
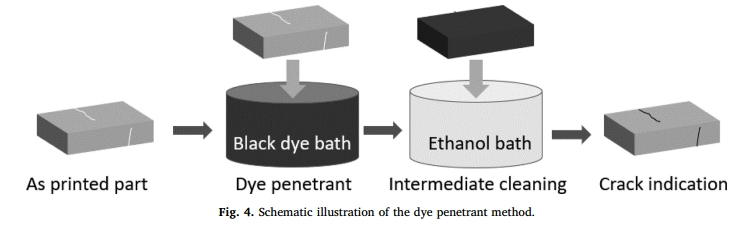
图5 染料渗透法的示意图。

图6 分散剂浓度为1 wt.% ~ 8 wt.%时的分散机理示意图。
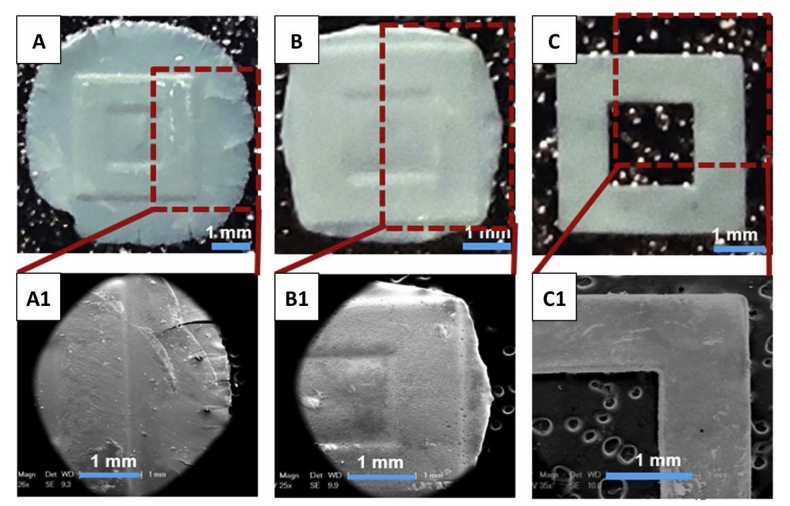
图7 随着照射量的减小,印制的单层图案;A1、B1、C1分别是A、B、C所示区域的放大图。
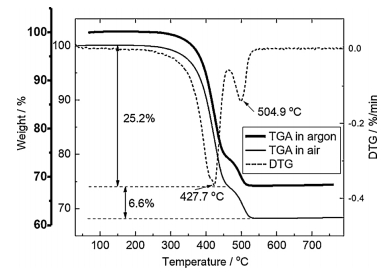
图8 粘合剂在打印坯体中热分解的TGA和DTG曲线
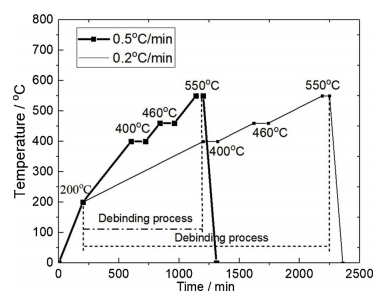
图9 在空气和氩气中进行的两种不同加热速率的脱脂剖面。
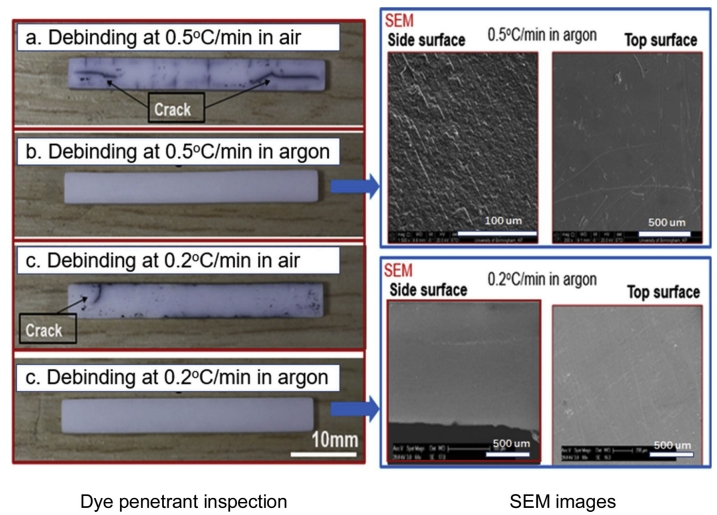
图10 对烧结后的试棒进行了不同的脱脂处理。
研究结论
通过DLP 3D打印技术制造的氧化锆坯体经过优化的浆料成分和脱脂工艺,并专注于提高打印分辨率。研究结果表明,添加5wt.%的BYK能有效改善氧化锆粉末,制备均匀的浆料,这一点通过使用UV-vis光谱进行了验证。所制备的氧化锆浆料含有83wt.%的固体,展现了典型的剪切稀化行为,这对于陶瓷DLP工艺是有利的。通过使用坯体的TGA/DTG结果,设计并优化了热脱脂循环,结果显示,在氩气中进行烧尽脱脂,可以得到无裂纹的坯体。虽然0.2和0.5°C min-1的加热速率之间几乎没有差异,但较慢的速率确实获得了更好的效果。经过21小时的脱脂,可以生产出形状复杂、无缺陷的物体。经过烧结后,氧化锆部件的维氏硬度为13.56±0.27GPa,与传统制造方法获得的值相似。使用15mJ cm-2的照射量成功制备了具有精确特征的氧化锆部件。
——END——
91香蕉视频官网APP科技自主研发并在售的陶瓷3D打印机,可打印氧化锆超精细G面体结构,提供涵盖“3D打印材料+打印设备+脱脂烧结工艺”的一站式系统解决方案,已同上百家科研院所开展合作,欢迎来电咨询。
91香蕉视频官网APP科技3D打印氧化锆G面体结构
扫二维码用手机看
更多资讯

版权所有 2021 深圳91香蕉视频官网APP科技有限公司 粤ICP备45182929号 网站建设:中企动力 深圳