



行业新知 | 一项控制光固化快速成型制备氧化铝零件打印精度的研究
- 分类:资讯中心
- 发布时间:2024-05-30 11:09
- 访问量:
【概要描述】本研究通过优化单体转化率、减少收缩和增宽、添加PEG-200和吸收剂,成功提高了陶瓷立体光刻中氧化铝部件的打印精度,并实现了50-200 μm孔的精确打印。
行业新知 | 一项控制光固化快速成型制备氧化铝零件打印精度的研究
【概要描述】本研究通过优化单体转化率、减少收缩和增宽、添加PEG-200和吸收剂,成功提高了陶瓷立体光刻中氧化铝部件的打印精度,并实现了50-200 μm孔的精确打印。
- 分类:资讯中心
- 发布时间:2024-05-30 11:09
- 访问量:
行业新知
近日,中国科学院空间制造技术重点实验室Wenyan Duan的团队在《Journal of the European Ceramic Society》上发表题为A study on the control of the printing accuracy in alumina parts by ceramic stereolithography的研究论文。本研究通过优化单体转化率、减少收缩和增宽、添加PEG-200和吸收剂,成功提高了陶瓷立体光刻中氧化铝部件的打印精度,并实现了50-200 μm孔的精确打印。
研究内容
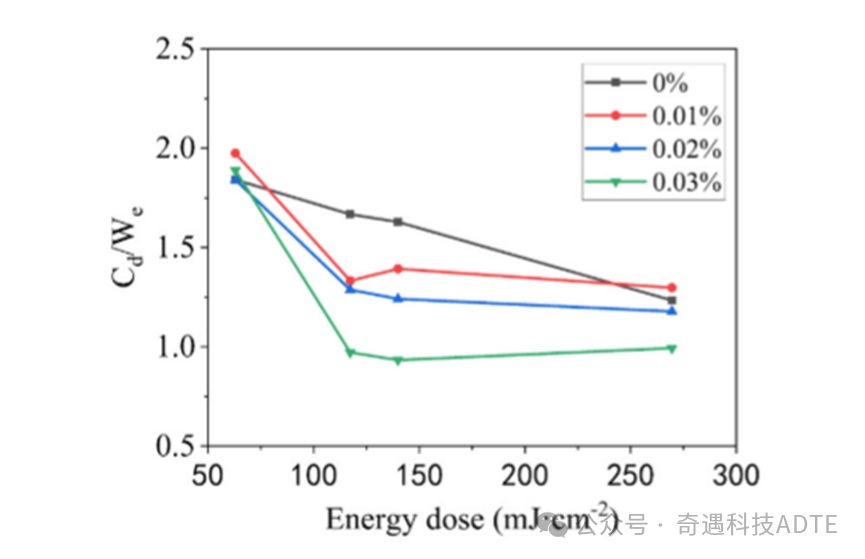
陶瓷光固化快速成型中的打印精度会因单体的光聚合引起的收缩和光散射引起的加宽而恶化。为了提高氧化铝制品的打印精度,进行了一系列减少收缩和展宽的实验。首先,定量研究了单体转化率、悬浮液收缩率和制品翘曲变形与能量密度的关系,通过优化控制了收缩率。此外,当在悬浮液中加入30wt%的PEG-200以释放累积的内应力时,翘曲问题得到有效解决。其次,观察到不同的能量密度下的边缘加宽,并通过添加吸收剂使其减少,之后,使用了一个自定义的参数Cd/We,建议在选择适当的处理参数和吸收剂含量的策略。在此基础上,成功地打印出直径为50-200 μm的孔。
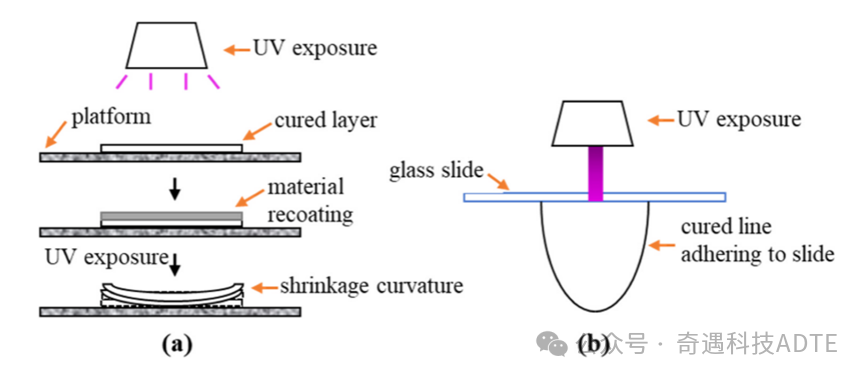
△图1,光固化快速成型(CSL)中(a)收缩和(b)加宽现象的示意图。

△图3,(a)转换,(B)体积收缩和(c)在不同的能量密度的方形片。

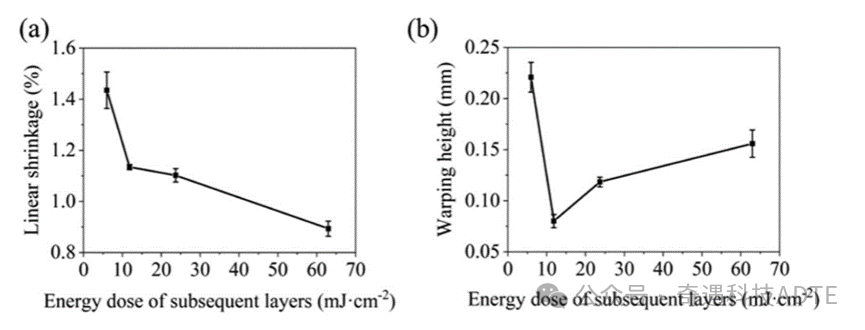
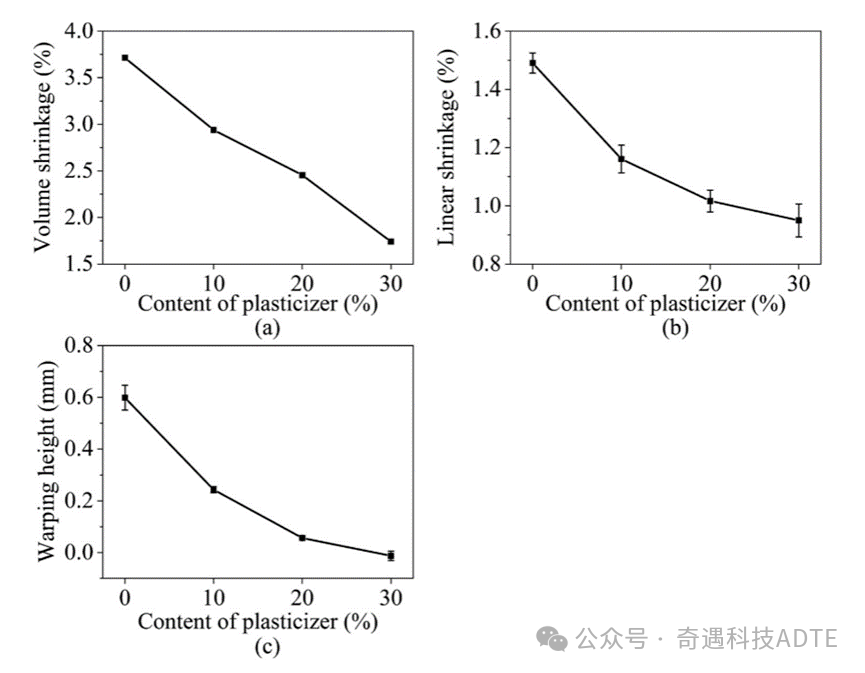
△图5,(a)打印长方体的线性收缩率和(B)翘曲高度。
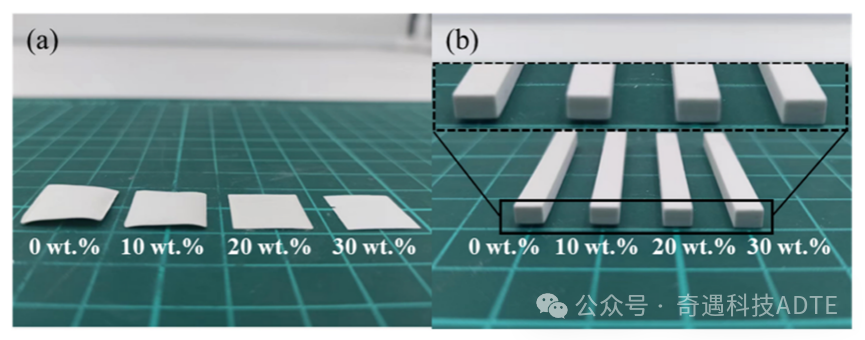
△图6,具有不同PEG-200含量的材料打印的(a)片材和(B)长方体的翘曲。

研究结论
扫二维码用手机看
更多资讯

版权所有 2021 深圳91香蕉视频官网APP科技有限公司 粤ICP备45182929号 网站建设:中企动力 深圳