



行业新知
近日,南京邮电大学Xiangfu Wang带领的团队在《Journal of the European Ceramic Society》发表了题为Advances in 3D printing of structural and functional ceramics: Technologies, properties, and applications的研究,全面概述了3D打印结构功能集成陶瓷的前沿91香蕉视频超污。讨论了陶瓷3D打印未来发展的挑战和方向,以及4D打印的潜力。
原文链接:https://www.sciencedirect.com/science/article/abs/pii/S0955221924005090
91香蕉视频官网APP科技官网:http://www.bjweishidun.com/
如无法打开,请拷贝网址到浏览器查阅。
因篇幅所限,本文展示技术、性能方面的内容
研究内容—技术、性能
随着前沿技术的发展,传统的陶瓷制备方法已经难以满足前沿91香蕉视频超污的需求,所以对性能更优异的先进陶瓷的需求日益增长。
3D打印又称为增材制造,与传统的减材制造不同,它具有无需模具生产、简单、精度高、成本效益高等优势,最大限度地减少能源消耗并促进回收利用,为制备具有复杂结构和定制功能的先进陶瓷提供了巨大的可能性。
由于陶瓷3D打印技术缺乏标准化的定义和分类,导致许多论文的术语不一致,导致读者感到困惑。因此,对其名称进行概括和标准化。
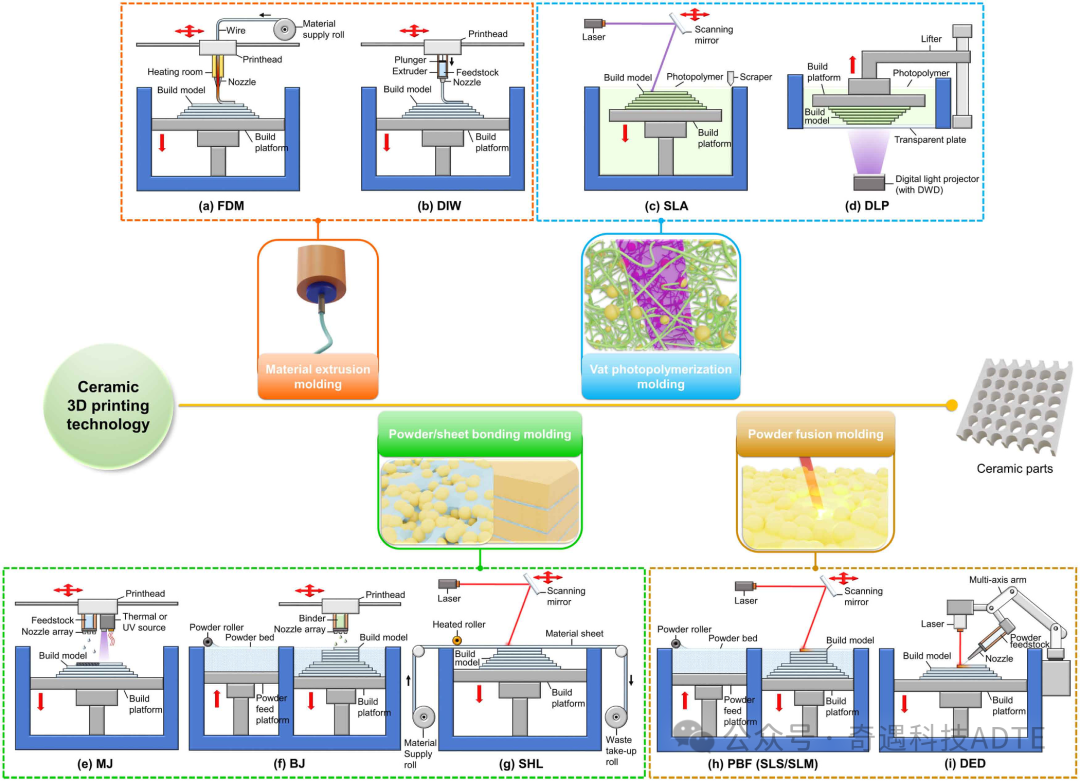
△图1,陶瓷3D打印技术的示意图。(a)熔融沉积建模(FDM)、(b)直写墨水打印(DIW)、(c)立体光刻(SLA)、(d)数字光处理(DLP)、(e)材料喷射(MJ)、(f)粘合剂喷射(BJ)、(g)片叠片(SHL)、(h)粉末床熔合(PBF)和(i)定向能量沉积(DED)。
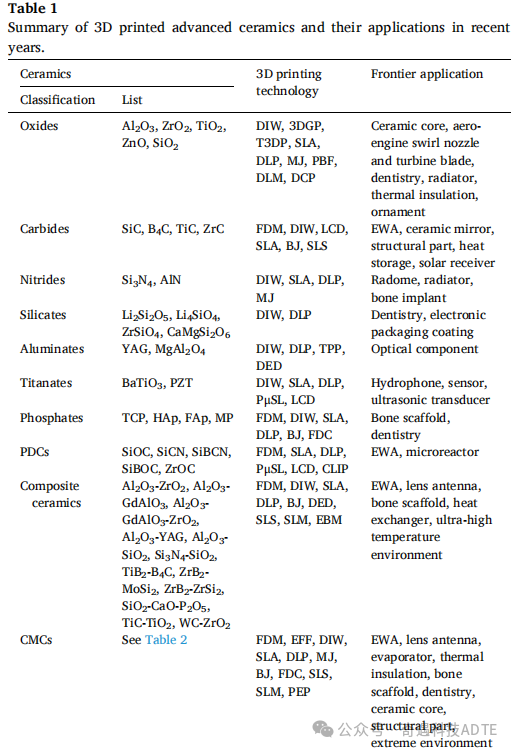
本文根据三维可打印先进陶瓷的组成进行了分类,包括氧化物陶瓷、碳化物陶瓷、氮化物陶瓷、硅酸盐陶瓷、铝酸盐陶瓷、钛酸盐陶瓷、磷酸盐陶瓷、PDCs、复合陶瓷、CMCs。
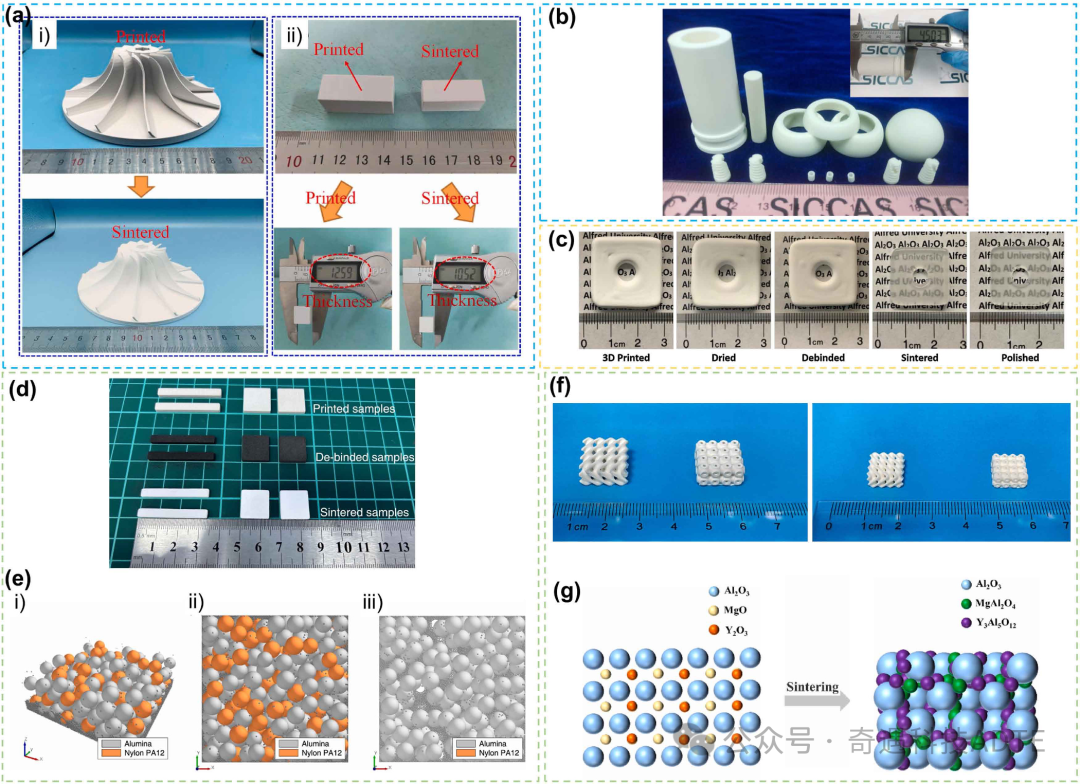
△图2,(a)DLP打印氧化铝陶瓷组件包括(i)大型涡轮叶片和(ii)厚矩形条。(b)通过DLP创建的密集的氧化铝陶瓷零件的图像。(c)在制作过程中不同阶段的3D打印样品的图像。由SLA制备的(d)多孔氧化铝陶瓷制品。(e)DEM模拟的可视化,说明在(i)等距和(ii)俯视图中,含有陶瓷粉末和成孔剂的印刷体的组成。在解结合后,棕色的小体转化为陶瓷颗粒,填充原孔隙原位置的孔隙,如(iii)顶视图所示。(f)由DLP制作的氧化铝陶瓷91香蕉视频未成年人黄色的图像:(左)绿色印刷体,(右)最终烧结陶瓷。(g)含氧化镁和Y2O3添加剂的氧化铝陶瓷烧结机理。

△图3,(a)具有不同梯度模式和单位数的烧结氧化铝陶瓷的照片。从左到右依次为:面心立方、GFCC-1、GFCC-2和GFCC-3。顶部排:1×1×1机组;底部排:2×2×2机组。(b)不同梯度模式和单位数的氧化铝陶瓷的应力-应变曲线和最大能量吸收(c)棒。(d)通过VP:(i-iii)固相烧结(SPS)、(iv-vi)液相烧结(LPS)和(vii-ix)固液相烧结(SLPS)制备的氧化铝陶瓷的晶格结构。(e)具有不同数量的单元阵列和结构类型的氧化铝陶瓷的抗压强度和能量吸收。(g)具有1.2 mm、1.6 mm和2.0 mm的烧结氧化铝陶瓷:(i-iii)空心晶格,(iv-vi)固体晶格。(h)(i-iii)中空晶格结构和(iv-vi)固体晶格结构的力学模拟图。

△图4,(a)二氧化锆陶瓷零件使用3DGP。(b)学校的会徽由不同颜色的二氧化锆陶瓷制成。(c)使用DLP打印和烧结陶瓷:(i)开尔文细胞和陀螺仪的结构;(ii)放置在简单的白皮书上,下面显示打印的字母。(d)(i、v)绿色体、(ii、iv)棕色体和(iii、vi)烧结体的图像。(e)烧结的4D二氧化锆零件。(f)扫描电子显微镜(FESEM)图像显示烧结的4D二氧化锆部分的横截面图。(i)概述和(ii)详细信息。

△图5,(a) GPCP:(i)碳化后转化的绿色体的骨架,(ii,iii)表面。(iv-vi)LSI后的GPCS。(b) (A)由PCS/正己烷溶液创建的三维支架的图像,并分别通过400 μm、200 μm和100 μm的喷嘴沉积。白色和黑色分别是热解前后的产物。(B,C)由100 μm喷嘴创建的碳化硅支架(SEM图像)。(c)(i)SiCPDC和AHPCS树脂的重量随温度的变化,以及(ii)氧化前后拍摄的图像。(iii)样品的重量随时间的变化,以及(iv)氧化前后拍摄的图像。(d)的碳化硅样本的照片。(e) (i)高温脱模后的绿色玻璃体;(ii)硅渗透烧结后的三维晶格结构陶瓷。(f)孔隙率为92 %至97 %的多孔碳化硅陶瓷。(g)由(i) ME和(ii)SLA制备的碳化硅陶瓷镜。(h) (i)由DIW拍摄的碳化硼绿色部分的照片。(ii)通过DIW获得的样品的轮廓图像和等距视图。一个带有虚线的圆圈表示每一层的开始和结束。

△图6,(a) (i)烧结氮化硅陶瓷,(ii)单晶格结构示意图。(b)多孔氮化硅陶瓷的宏观结构,(i)去除粘合剂前,(ii)去除粘合剂后,(iii)烧结后。氮化硅细胞陶瓷的(c)图像。蜂窝样品的(d)应力-应变曲线是通过在平行(i)和垂直(ii)方向的细胞方向上进行压缩试验得到的。每个样品的相对密度用图中的数字数字表示。(e) (i)图像和(ii)氮化硅陶瓷蜂窝结构的压缩应力-应变行为。(f) (i)图像和(ii)氮化硅陶瓷晶格结构的压缩应力-应变行为。(g) (i)单壁圆锥体;(ii)横截面和(iii)圆锥体的表面。(h) (i)鳍片式AlN陶瓷散热器的绿色阀体,以及(ii)烧结部分。

△图7,(a)Li2si2o5陶瓷圆盘的打印工艺。(b)用DLP法制备的硅酸锂样品。(c)Li4sio4陶瓷零件示意图。(d)Li4sio4陶瓷的力学强度与结构的关系。F表示在结构上的施加载荷。(e)3D-PSO/zrO2前驱体和ZrSiO4产物图像。(f)标本(i)打印前和(ii)打印后的图像。

△图8,(a)Nd:YAG板的照片,下面是“HUJI”,经过不同程度的热处理。(i-iv)照片和(v-viii)板表面的扫描电镜图像:(i、v)920◦C,(ii,vi)1100◦C,(iii,vii)1250◦C,(iv、viii)1500◦C。(b)在785 nm激光照射下,发射板的发射光谱。(c)不同二氧化硅掺杂剂水平的MgAl2O4标本的开裂(突出)和清晰度对比(i) 0.5 wt%,(ii)3 wt%,(iii)5 wt%和(iv)10 wt%。(d)通过CIP和3D打印制备的YAG陶瓷的在线透射率。插入的图像显示了它们的外观(1.45 mm厚度)。(e)Nd:YAG板的在线透射率(厚度2.64mm)。(f)采用不同固体载荷(1.2 mm厚度)的浆体对YAG陶瓷的在线透射率。

△图9,(a) SiOC陶瓷零件,结构复杂。(b)烧结后的SiOC陶瓷零件。(c) SiOC热解陶瓷(i)不含碳化硅须,(ii)含碳化硅须。(d) (i)桁架直径分别为52和220 μm的SiOC晶格结构。(ii)SiOC晶格结构的压缩应变-应力曲线。(e) (i) SiOC陶瓷部件:用4T或3T树脂制备的蜂巢、开尔文单元和八元管桁架。(ii)由4T或3T形成的SiOC陶瓷的压缩应变-应力曲线。(f)SiOC陶瓷零件的图像。(g)不同热解温度下的绿体和热解陶瓷部件的图像。

△图10,(a)通过自上而下的剪辑技术制造SiOC陶瓷零件的工艺。(b)(i)SiOC陶瓷的体积三维打印过程。(ii)分子尺度上的示意图描述。(iii)SiOC陶瓷样品。

△图11,(a)(i)SiCN陶瓷的图像和(ii)详细的结构。(b)SiCN陶瓷的光学和扫描电镜图像。(i)绿色主体;(ii)烧结部分;(iii、iv)该结构的扫描电镜图像。(c) (i)打开的SiCN反应器;(ii)封装催化剂的SiCN微柱结构的显微镜和扫描电镜图像。(d)绿色小体和SiBCN陶瓷的热解部分。(e) (i)八角形桁架多孔结构的ZrOC陶瓷的光学和微CT图像。

△图12,(a) Al2O3-ZrO2共晶陶瓷:(i) 0 wt%,(ii)10 wt%,(iii)30 wt%,(iv)50 wt%,(v) 70 wt%,(vi)90 wt%。(b)采用不同流动性的粉末制备的Al2O3/GAP共晶陶瓷。粉末的供给速率为(i) 0.81 g/min,(ii)2.57 g/min,(iii)2.80 g/min。(c)50层Al2O3/GdAlO3/ZrO2共晶陶瓷:(i)绿色体,(ii)烧结部分;100层样品(iii)绿色体,(iv)烧结部分。(d)Al2O3/GAP(125J/mm2)下制备的ZrO2共晶陶瓷样品:(i) 100 W、48 mm/min、(ii)200 W、96 mm/min、(iii)300 W、144 mm/min和(iv)400 W、192 mm/min。(e)具有晶格结构的Si3N4-SiO2复合陶瓷。(f) (i)由SLS制备的TiB2-B4C复合陶瓷示意图;(ii)样品图像。
研究结论—技术、性能
本文系统地回顾了3D打印先进陶瓷的技术、性能和91香蕉视频超污,突出了其在解决许多前沿领域面临的关键问题方面的重要作用。结合本综述和观点,在技术和性能方面总结出以下解决方案:
-
在ME和VP成型技术中,实现高原料填充量和良好流变性能至关重要。常用方法包括优化粉末粒度分布、添加表面改性剂或分散剂,以及使用无机表面改性剂、超声波处理和调节浆料pH值和离子强度。
-
研究人员通过优化粉末粒径分布和填料密度,以及采用喷雾造粒法来提高粉末/薄片粘接成型和粉末熔融成型技术的质量,但关于这些技术制备陶瓷的研究较少。
-
选择合适的后处理工艺并精确控制脱脂和烧结过程的时间和温度非常重要。分段的后处理步骤和加入适量的烧结辅助剂(如氧化镁、二氧化硅)可以显著提高密度和机械强度。
-
PDCs面临严重的各向异性收缩问题。解决方法包括分子修饰pcp、加入活性填料、比例放大、分段控制热解过程,以及设计多孔结构以减少收缩和变形。
-
充分利用3D打印优势,采用合适的几何拓扑结构是平衡孔隙度和机械强度的最佳方法。TPMS结构优于传统的八字节-桁架晶格结构,有望成为未来三维印刷陶瓷的主流。
-
3D打印中的步进效应可以减轻但无法完全消除。减少粉末粒径、喷嘴或激光束直径,并采用如TPP的高分辨率3D打印技术有助于改善。此外,掺入二氧化硅、铝粉等可膨胀颗粒,在后处理阶段引起膨胀,填补层间间隙,也能减轻步进效应。
由于篇幅所限,本文将在此告一段落,下期将继续为您奉上精彩内容。
扫二维码用手机看
")
版权所有 2021 深圳91香蕉视频官网APP科技有限公司 粤ICP备45182929号 网站建设:中企动力 深圳